- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


Opatrenia pre prevádzku extrudéra na extrúznej linke pre rúrky s pevnou stenou
2022-02-12
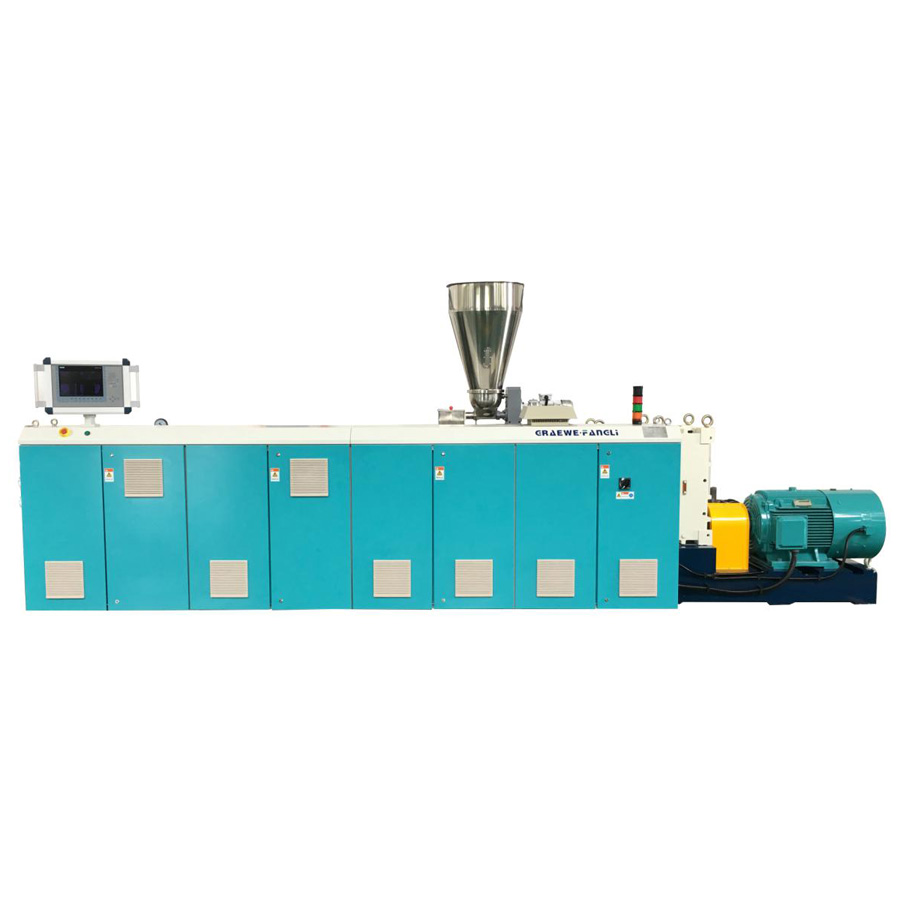
Systém riadenia zariadeniaVytláčacia linka pre rúrky s plnou stenousa potom skladá z extrudéra, lisovacej hlavy, tvarovacieho chladiaceho systému, traktora, rezacieho zariadenia a otočného rámu. Princípom vytláčania extrudéra je použitie skrutky so šikmým závitom na otáčanie vo vyhrievanom sude a vytláčanie plastu odosielaného z násypky dopredu, takže plast sa postupne zahrieva a plast sa rovnomerne plastifikuje, aby sa vytlačil plast cez stroj. Formovanie hlavy a formy. Extrudér by mal počas skutočnej prevádzky venovať pozornosť nasledujúcim bodom:
1. Pred spustením stroja skontrolujte, či je vykurovací krúžok v dobrom stave, či je termočlánok dobre vložený a či je meranie teploty presné.
2. Pri štartovaní počkajte, kým teplota ohrevu nedosiahne nastavenú procesnú teplotu a pred spustením ju nejaký čas udržujte. Aby ste predišli poškodeniu častí, ako sú motory a skrutky.
3. Keď je hlavný motor naštartovaný, musí bežať pri nízkych otáčkach niekoľko minút, aby sa naposledy vyčerpal roztavený materiál, ktorý zostal v sude, a rýchlosť je možné zvýšiť až po dosiahnutí tlaku taveniny a prúdu hlavného motora. sú stabilné, aby sa predišlo zraneniu personálu striekaným materiálom.
4. Parametre ako teplota, prúd a tlak taveniny by sa mali počas prevádzky zariadenia včas sledovať. A pozorujte zahrievanie motora a redukčnej skrinky. Ak sa vyskytne nejaká abnormalita, zistite príčinu včas a odstráňte ju.
1. Pred spustením stroja skontrolujte, či je vykurovací krúžok v dobrom stave, či je termočlánok dobre vložený a či je meranie teploty presné.
2. Pri štartovaní počkajte, kým teplota ohrevu nedosiahne nastavenú procesnú teplotu a pred spustením ju nejaký čas udržujte. Aby ste predišli poškodeniu častí, ako sú motory a skrutky.
3. Keď je hlavný motor naštartovaný, musí bežať pri nízkych otáčkach niekoľko minút, aby sa naposledy vyčerpal roztavený materiál, ktorý zostal v sude, a rýchlosť je možné zvýšiť až po dosiahnutí tlaku taveniny a prúdu hlavného motora. sú stabilné, aby sa predišlo zraneniu personálu striekaným materiálom.
4. Parametre ako teplota, prúd a tlak taveniny by sa mali počas prevádzky zariadenia včas sledovať. A pozorujte zahrievanie motora a redukčnej skrinky. Ak sa vyskytne nejaká abnormalita, zistite príčinu včas a odstráňte ju.
Predchádzajúce:Prednosť PP fúkanej textílie